

Laserski razrez pločevine
Kar ponuja tudi Katapult METAL ...

Laserski razrez je zelo razširjen postopek rezanja pločevine, saj lahko hitro in natančno režemo različne materiale (jeklo, aluminij, nerjavna jekla, baker, medenina …) debele od 0,4 mm do več kot 25 mm. Razrez pločevine je računalniško voden, kar pomeni, da hitro spreminjamo nastavitve za različne debeline in materiale, kvaliteta pa je vedno enaka. Posledično je laserski razrez zelo prilagodljiv, fleksibilen in hiter postopek, ki omogoča natančen in hiter razrez zapletenih oblik, kar bi z drugimi postopki težko dosegli.
Razrez pločevine z laserjem je primeren za izdelavo posameznih kosov kot tudi manjših serij. Rez pri laserju je zelo tanek (0,2 – 0,5 mm), kar omogoča, da je vnos toplote v material minimalen. S tem dosežemo, da se izdelki ne deformirajo in da je površina reza čim manj zakaljena.
Laserski rezalniki so običajno 3-osni cnc stroji. Z os uporabljajo za primerno oddaljenost od obdelovanca in spreminjanje fokusa glede na debelino rezanega materiala, X in Y os pa za delovne gibe. Laserske rezalnike lahko najdemo v različnih dimenzijah, najpogosteje za standardne formate pločevine: 1000 x 2000 mm, 1250 x 2500 mm, 1500 x 3000 mm. Laserski žarek nastane iz laserskih diod, nato se prenaša preko optičnega vlakna (fiber optic) v lasersko glavo, kjer se svetloba zbere v gorišče. Svetloba pod seboj topi kovino, plin (kisik ali dušik) pa jo izpihuje in ščiti material pred korozijo.
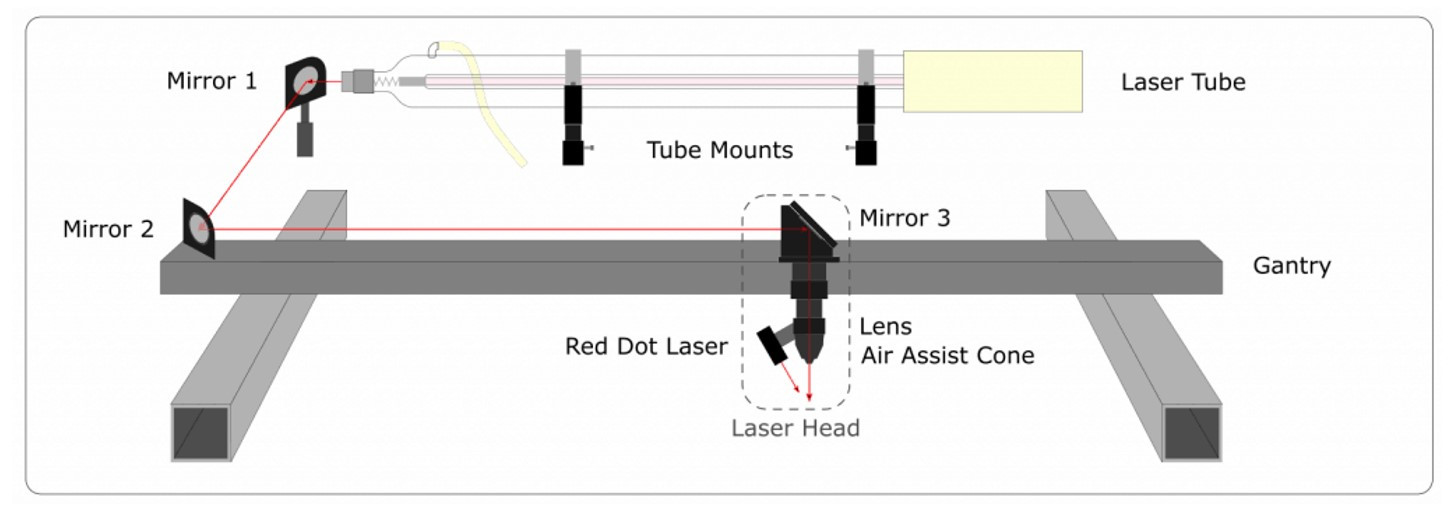
Za razrez pločevine poznamo tudi CO2 laserje, ki generirajo in prenašajo svetlobo na drugačen način kot fiber laserji. Pri CO2 tehnologiji se svetloba generira v stekleni tubi, ki je napolnjena z ogljikovim dioksidom CO2, dušikom N2 in helijem H2. Z visoko napetostnim enosmernim električnim tokom vzburimo reakcijo, kjer se sprostijo fotoni. Na vsakem koncu cevi je ogledalo, med katerima se svetloba odbija. Eno izmed ogledal je pol prepustno, skozi njega svetloba izstopi iz tube. Tako dobimo žarke, ki so usmerjeni le v eno smer in tvorijo snop svetlobe. Ta snop do rezalne glave prenesemo s pomočjo ogledal. Ogledala morajo biti vedno čista in natančno nastavljena, da žarek potuje vzporedno z vodili v rezalno glavo. Tam se svetloba enako kot pri fiber laserju s pomočjo leče združi v majhno točko, kjer tali oziroma žge material, zrak ali plini ga pa odstranjujejo.
Fiber in CO2 tehnologiji se popolnoma razlikujejo že pri samem generiranju laserskega žarka. Največjo vlogo igrajo drugačne valovne dolžine svetlobe, ki so glavni faktor za obdelavo materialov. Fiber laser proizvede valovno dolžino 1 µm, kar omogoča rezanje zrcalnih materialov kot so kovine. Zato s fiber laserjem v primerjavi z CO2 za razrez pločevine:
porabimo manj energije,
režemo z večjimi hitrostmi,
obdelujemo debelejše kose.
Laserski razrez s CO2 laserjem proizvaja valovno dolžino 9 – 12 µm. V tem območju vpija svetlobo veliko drugih nekovinskih materialov, za razrez katerih se uporablja CO2 laser naprimer: les, tekstil, akrilno steklo …
Režemo lahko tudi pločevino, vendar v tem primeru potrebujemo veliko energije, saj so rezalni časi precej daljši kot pri fiber. Prav tako je dražje vzdrževanje (čiščenje ogledal, življenjska doba tube …). Omejeni smo tudi z močjo – ena sama tuba proizvede maksimalno 150 w. Žarke večih tub lahko združimo s posebnimi prizmami, s čimer pridobimo večje moči, vendar je takšen sistem drag in zahtevnejši za vzdrževanje. Medtem fiber z enim samim virom proizvede 1 – 30 kW in energijo brez nepotrebnih izgub prenese do obdelovanca.
Tako se v industriji za laserski razrez pločevine uporabljajo fiber laserji, ker so hitrejši, učinkovitejši in varčnejši, razvoj le-teh pa hitro napreduje, kar omogoča lažje, hitrejše opravljanje in mnogo novih funkcij za zahtevnejše oblike kosov.
CO2 laserji so primernejši za razrez drugih materialov. Sama naprava je cenejša od fiber tehnologije in dobro opravlja delo.
Ostale Novice
Če razvijaš svoj produkt in imaš podjetnost v srcu?
Izpolni spodnji vprašalnik (brez skrbi, ni pretežkih vprašanj).



